

1. Charakteristiky špeciálnych presných extrúznych materiálov z hliníka a hliníkových zliatin
Tento typ výrobku má špeciálny tvar, tenkú stenu, nízku jednotkovú hmotnosť a veľmi prísne požiadavky na toleranciu. Takéto výrobky sa zvyčajne nazývajú presné (alebo ultrapresné) profily (rúry) zo zliatin hliníka a technológia na výrobu takýchto výrobkov sa nazýva presná (alebo ultrapresná) extrúzia.
Hlavné vlastnosti špeciálnych presných (alebo ultrapresných) extrúzií zo zliatin hliníka sú:
(1) Existuje mnoho druhov, malých šarží a väčšina z nich sú špeciálne extrúzne materiály, ktoré sa používajú takmer vo všetkých oblastiach života a vo všetkých aspektoch ľudského života vrátane všetkých extrúznych produktov, ako sú rúry, tyče, profily a drôty, ktoré zahŕňajú rôzne zliatiny a skupenstvo. Vzhľadom na malý prierez, tenkú stenu, nízku hmotnosť a malé šarže nie je vo všeobecnosti jednoduché zorganizovať výrobu.
(2) Zložité tvary a špeciálne obrysy, väčšinou tvarované, ploché, široké, krídlové, ozubené, pórovité profily alebo rúry. Plocha na jednotku objemu je veľká a výrobná technológia je náročná.
(3) Široké použitie, špeciálne výkonnostné a funkčné požiadavky. Aby sa splnili požiadavky na použitie produktu, vyberá sa mnoho skupín zliatin, ktoré pokrývajú takmer všetky zliatiny od série 1××× do 8××× a desiatky skupín spracovania s vysokým technickým obsahom.
(4) Vynikajúci vzhľad a tenká hrúbka steny, zvyčajne menej ako 0,5 mm, niektoré dosahujú až okolo 0,1 mm, hmotnosť na meter je len niekoľko gramov až desiatok gramov, ale dĺžka môže dosiahnuť niekoľko metrov alebo dokonca stovky metrov.
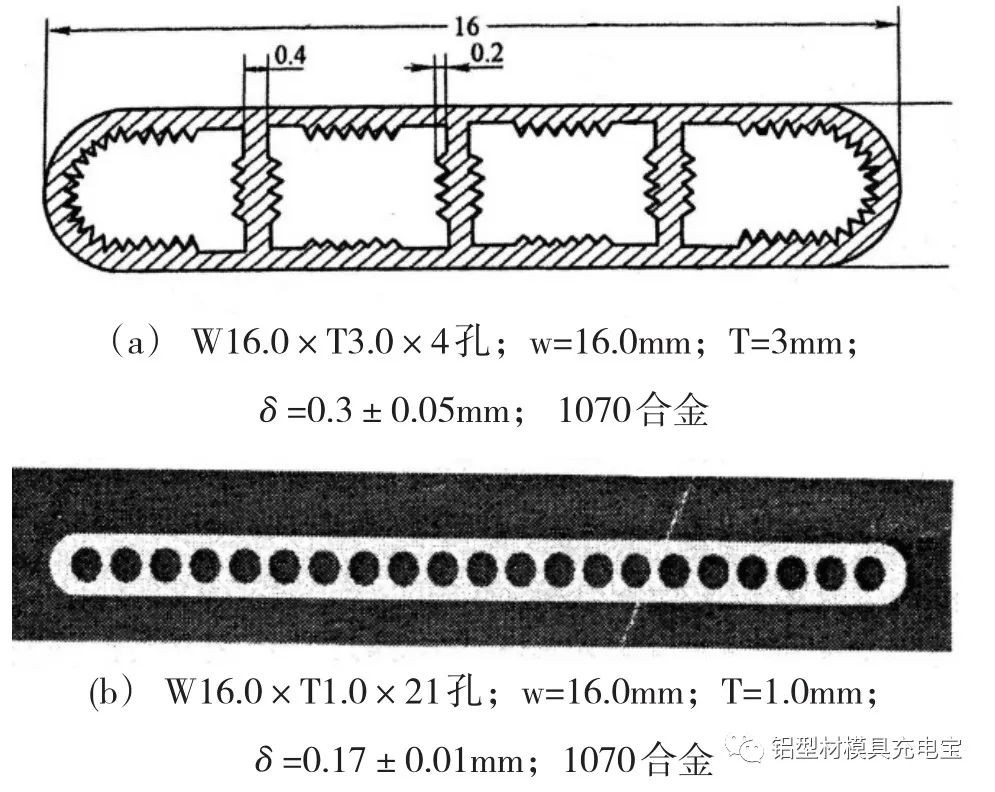
5) Požiadavky na rozmerovú presnosť a geometrickú toleranciu profilu sú veľmi prísne. Vo všeobecnosti sú tolerancie presných profilov z malých hliníkových zliatin viac ako dvakrát prísnejšie ako tolerancie špeciálnych tried v normách JIS, GB a ASTM. Tolerancia hrúbky steny všeobecne presných profilov z hliníkových zliatin musí byť medzi ±0,04 mm a 0,07 mm, zatiaľ čo tolerancia veľkosti profilu ultra presných profilov z hliníkových zliatin môže byť až ±0,01 mm. Napríklad hmotnosť presného hliníkového profilu použitého pre potenciometer je 30 g/m a tolerančný rozsah veľkosti profilu je ±0,07 mm. Tolerancia veľkosti prierezu presných hliníkových profilov pre tkáčske stavy je ±0,04 mm, uhlová odchýlka je menšia ako 0,5° a stupeň ohybu je 0,83×L. Ďalším príkladom je vysoko presná ultratenká plochá rúrka pre automobily so šírkou 20 mm, výškou 1,7 mm, hrúbkou steny 0,17 ± 0,01 mm a 24 otvormi, čo sú typické ultra presné profily z hliníkovej zliatiny.
(6) Má vysoký technický obsah a je veľmi náročný na výrobu a má špeciálne požiadavky na extrúzne zariadenia, nástroje, predvalky a výrobné procesy. Obrázok 1 je príkladom rezu niektorých malých presných profilov zo zliatiny hliníka.
2. Klasifikácia špeciálnych presných extrúznych materiálov zo zliatin hliníka
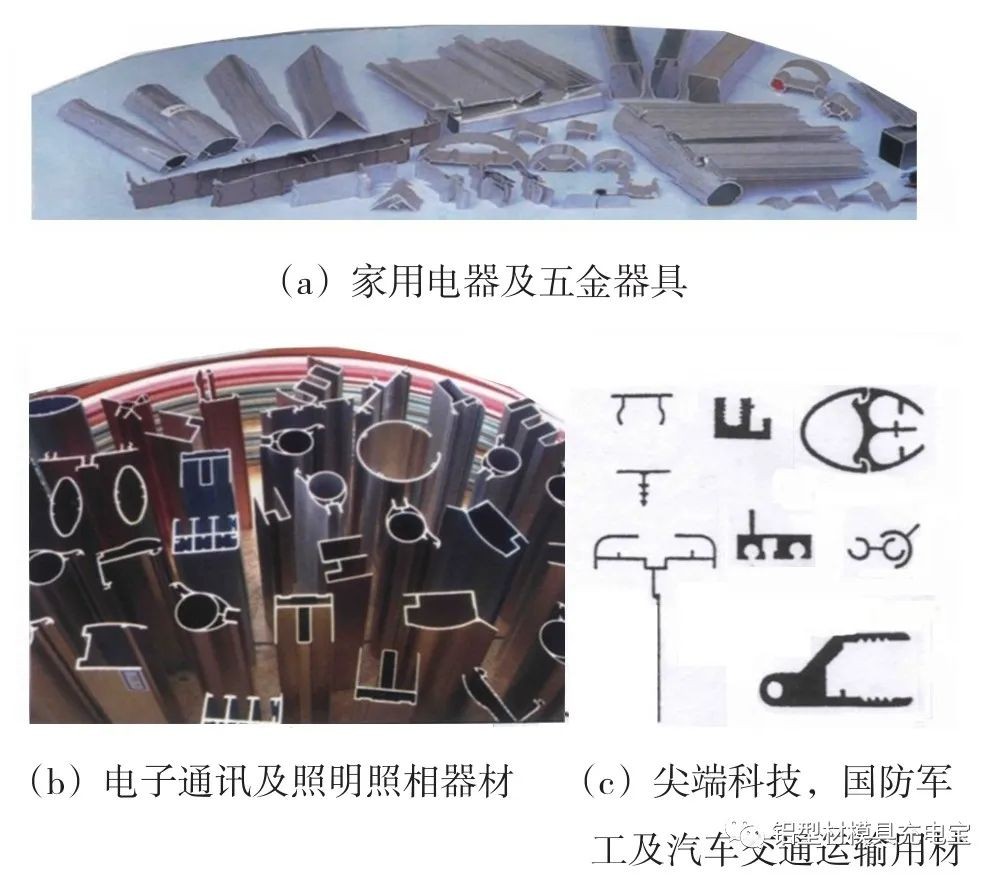
Presné alebo ultra presné extrúzie z hliníkových zliatin sa široko používajú v elektronických prístrojoch, komunikačných zariadeniach a špičkovej vede, v národnom obrannom a vojenskom priemysle, presných mechanických prístrojoch, slaboprúdových zariadeniach, leteckom a kozmickom priemysle, jadrovom priemysle, energetike a elektrárni, ponorkách a lodiach, automobiloch a dopravných nástrojoch, zdravotníckych zariadeniach, hardvérových nástrojoch, osvetlení, fotografii a elektronických zariadeniach. Vo všeobecnosti možno presné alebo ultra presné extrúzie z hliníkových zliatin rozdeliť do dvoch kategórií podľa ich vzhľadových charakteristík: prvou kategóriou sú profily s malými rozmermi. Tento typ profilu sa tiež nazýva ultra malý profil alebo mini tvar. Jeho celková veľkosť je zvyčajne len niekoľko milimetrov, minimálna hrúbka steny je menšia ako 0,5 mm a jednotková hmotnosť je niekoľko gramov až desiatok gramov na meter. Vzhľadom na ich malú veľkosť sa na ne zvyčajne vyžadujú prísne tolerancie. Napríklad tolerancia prierezových rozmerov je menšia ako ±0,05 mm. Okrem toho sú veľmi prísne aj požiadavky na priamosť a krútenie extrúzovaných výrobkov.
Druhým typom sú profily, ktoré nemajú veľmi malý prierez, ale vyžadujú veľmi prísne rozmerové tolerancie, alebo profily, ktoré majú zložitý tvar prierezu a tenkú hrúbku steny, hoci prierez je veľký. Obrázok 2 znázorňuje špeciálne tvarovanú rúrku (z priemyselného čistého hliníka), ktorú japonská spoločnosť extrudovala na horizontálnom hydraulickom lise s tlakom 16,3 MN so špeciálnou delenou matricou pre kondenzátor automobilovej klimatizácie. Náročnosť extrudovania tohto typu profilu nie je menšia ako pri predchádzajúcom type ultratenkého profilu. Extrudované profily s veľkým prierezom a veľmi prísnymi požiadavkami na tolerancie si vyžadujú nielen pokročilú technológiu návrhu foriem, ale aj prísnu technológiu riadenia celého výrobného procesu od polotovaru až po hotový výrobok.
Od začiatku 80. rokov 20. storočia sa extrúzia malých a ultra malých profilov rýchlo rozvíja vďaka praktickému využitiu technológie kontinuálnej extrúzie Conform a rozvoju priemyselných technológií. Avšak z rôznych dôvodov, ako sú obmedzenia zariadení, požiadavky na kvalitu výrobkov a pokrok v technológii extrúzie, výroba malých profilov na konvenčných extrúznych zariadeniach stále predstavuje veľký podiel. Obrázok 2 znázorňuje presné profily extrúzie konvenčných delených foriem. Životnosť formy (najmä pevnosť a odolnosť proti opotrebovaniu mostíka a jadra formy) a tok materiálu počas extrúzie sa stávajú hlavnými faktormi ovplyvňujúcimi jej výrobu. Je to preto, že pri extrúzii profilu je veľkosť jadra formy malá a tvar zložitý a pevnosť a odolnosť proti opotrebovaniu sú dôležitými faktormi ovplyvňujúcimi životnosť formy, pričom životnosť formy priamo ovplyvňuje výrobné náklady. Na druhej strane, mnohé presné profily majú tenké steny a zložité tvary a tok materiálu počas procesu extrúzie priamo ovplyvňuje tvar a rozmerovú presnosť profilov.
Aby sa zabránilo vniknutiu oxidového filmu a oleja na povrchu polotovaru do výrobku a aby sa zabezpečila rovnomerná a spoľahlivá kvalita výrobku, polotovar zahriaty na nastavenú teplotu sa môže pred extrúziou odlúpnuť (tzv. horúce lúpanie) a potom sa rýchlo vloží do extrúzneho valca na extrúziu. Zároveň by sa extrúzne tesnenie malo udržiavať čisté, aby sa zabránilo priľnutiu oleja a nečistôt na tesnenie počas procesu odstraňovania nadmerného tlaku po jednom extrúznom procese a inštalácie tesnenia pri ďalšom extrúznom procese.
Podľa rozmerovej presnosti profilu a tolerancie tvaru a polohy možno špeciálne presné extrúzie hliníkových zliatin rozdeliť na špeciálne presné profily zo zliatin hliníka a malé (miniatúrne) ultra presné profily zo zliatin hliníka. Vo všeobecnosti ich presnosť presahuje národné normy (ako napríklad GB, JIS, ASTM atď.). Ultra presné profily sa nazývajú špeciálne presné profily zo zliatin hliníka, napríklad rozmerová tolerancia je nad ±0,1 mm, tolerancia hrúbky steny lomeného povrchu je v rozmedzí ±0,05 mm až ±0,03 mm pre profily a rúry.
Ak je jeho presnosť viac ako dvojnásobná oproti národnému štandardu ultra vysokej presnosti, nazýva sa malý (miniatúrny) ultra vysoko presný profil z hliníkovej zliatiny, napríklad tolerancia tvaru ±0,09 mm, tolerancia hrúbky steny ±0,03 mm ~ ±0,01 mm pre malý (miniatúrny) profil alebo rúru.
3. Perspektívy vývoja špeciálnych presných extrúznych materiálov z hliníka a hliníkových zliatin
V roku 2017 svetová výroba a predaj materiálov na spracovanie hliníka prekročila 6 000 kt/rok, z čoho výroba a predaj extrúznych materiálov z hliníka a hliníkových zliatin prekročil 25 000 kt/rok, čo predstavuje viac ako 40 % celkovej výroby a predaja hliníka. Hliníkové extrúzne stredné tyče tvorili 90 %, z toho všeobecné profily a tyče a malé a stredné profily pre stavebné budovy tvorili viac ako 80 % tyčí, veľké a stredné profily a špeciálne špeciálne profily a tyče tvorili iba približne 15 %. Rúry tvoria približne 8 % extrúzneho materiálu z hliníkových zliatin, zatiaľ čo tvarované rúry a špeciálne špeciálne rúry tvoria iba približne 20 % rúr. Z vyššie uvedeného vyplýva, že najväčšiu a najrozšírenejšiu výrobu a predaj extrúznych materiálov z hliníka a hliníkových zliatin predstavujú malé a stredné profily pre stavebné budovy, všeobecné profily a tyče a rúry. Špeciálne profily, tyče a rúry tvoria iba približne 15 %. Hlavné charakteristiky týchto výrobkov sú: so špeciálnymi funkciami alebo výkonom; Určené na konkrétny účel; S veľkou alebo malou špecifikáciou veľkosti; S extrémne vysokou rozmerovou presnosťou alebo požiadavkami na povrch. Preto je väčšia rozmanitosť a menšia dávka, je potrebné zvýšiť špeciálne procesy alebo pridať špeciálne zariadenia a nástroje, výroba je náročná a technická náročnosť je vysoká, výrobné náklady sa zvyšujú a pridaná hodnota sa zvyšuje.
S pokrokom vedy a techniky a neustálym zlepšovaním životnej úrovne ľudí sa kladú stále vyššie požiadavky na produkciu, kvalitu a rozmanitosť hliníkových a hliníkových extrúznych výrobkov, najmä v posledných rokoch, vznik personalizácie produktov podporil vývoj špeciálnych profilov a rúr s personalizovanými vlastnosťami a špecifickým použitím.
Ultrapresné profily sa široko používajú v elektronických prístrojoch, komunikáciách, poštových a telekomunikačných zariadeniach, presných strojoch, zariadeniach na slabý prúd, v leteckom priemysle, jadrových ponorkách a lodiach, automobilovom priemysle a ďalších oblastiach malých, tenkostenných a veľmi presných súčiastok s rozmermi prierezu. Požiadavky na tolerancie sú zvyčajne veľmi prísne, napríklad tolerancia obrysu prierezu je menšia ako ±0,10 mm a tolerancia hrúbky steny je menšia ako ±0,05 mm. Okrem toho sú veľmi prísne aj tolerancie rovinnosti, skrútenia a ďalšie tolerancie tvaru a polohy extrudovaných výrobkov. Okrem toho sú pri procese extrúzie špeciálnych malých ultrapresných profilov z hliníkovej zliatiny veľmi prísne požiadavky na zariadenie, formu a proces. Vďaka rýchlemu rozvoju moderného priemyslu, špičkovému národnému obrannému a vedeckému výskumu a ďalším projektom a zlepšeniu stupňa personalizácie sa počet, rozmanitosť a kvalita malých ultrapresných profilov čoraz viac zvyšujú. Hoci v posledných rokoch sa vyvinulo a vyrobilo veľa vysokokvalitných malých ultrapresných profilov z hliníkových zliatin, stále nedokážu uspokojiť potreby trhu. Najmä stále existuje veľký rozdiel medzi domácou technológiou a zariadeniami na výrobu malých ultrapresných profilov z hliníkových zliatin a medzinárodnou pokročilou úrovňou, ktorá nedokáže uspokojiť dopyt domáceho a zahraničného trhu a musí sa dohnať.
4. Záver
Hliník a hliníkové zliatiny so špeciálnou presnou extrúziou (profily a rúry) majú zložitý tvar, tenkú stenu, veľmi vysoké požiadavky na rozmerovú toleranciu a presnosť tvaru a polohy. Vysoký technický obsah, náročná výroba vysoko kvalitných a jemných materiálov je nevyhnutným kľúčovým materiálom pre národné hospodárstvo a národnú obranu. Použitie je veľmi široké a vyhliadky na rozvoj tohto materiálu sú sľubné. Výroba tohto produktu má špeciálne požiadavky na predliatky, nástroje, extrúzne zariadenia a proces extrúzie. Na dosiahnutie vynikajúcich produktov v dávkach je potrebné vyriešiť množstvo kľúčových technických problémov.
Upravené May Jiang z MAT Aluminum
Čas uverejnenia: 7. apríla 2024



