

1. Úvod
Ľahké konštrukcie automobilov sa začali v rozvinutých krajinách a spočiatku ich viedli tradiční automobiloví giganti. Vďaka neustálemu vývoju získali značný impulz. Od čias, keď Indovia prvýkrát použili hliníkovú zliatinu na výrobu kľukových hriadeľov automobilov, až po prvú hromadnú výrobu celohliníkových automobilov spoločnosťou Audi v roku 1999, hliníková zliatina zaznamenala silný rast v automobilových aplikáciách vďaka svojim výhodám, ako je nízka hustota, vysoká špecifická pevnosť a tuhosť, dobrá elasticita a odolnosť proti nárazu, vysoká recyklovateľnosť a vysoká miera regenerácie. Do roku 2015 podiel použitia hliníkovej zliatiny v automobiloch už prekročil 35 %.
Čínska technológia odľahčovania automobilov sa začala pred menej ako 10 rokmi a zaostáva za rozvinutými krajinami ako Nemecko, Spojené štáty a Japonsko, a to ako v oblasti technológií, tak aj v úrovni aplikácií. S rozvojom vozidiel s novými energetickými zdrojmi však odľahčovanie materiálov rýchlo napreduje. Vďaka nárastu vozidiel s novými energetickými zdrojmi vykazuje čínska technológia odľahčovania automobilov trend dobiehania rozvinutých krajín.
Čínsky trh s ľahkými materiálmi je rozsiahly. Na jednej strane, v porovnaní s rozvinutými krajinami v zahraničí, čínska technológia odľahčovania začala neskoro a celková pohotovostná hmotnosť vozidiel je väčšia. Vzhľadom na podiel ľahkých materiálov v zahraničí je v Číne stále dostatok priestoru na rozvoj. Na druhej strane, vďaka politike, rýchly rozvoj čínskeho priemyslu s novými energetickými vozidlami zvýši dopyt po ľahkých materiáloch a povzbudí automobilové spoločnosti, aby sa posunuli smerom k odľahčovaniu.
Zlepšenie emisných a spotrebných noriem si vyžaduje zrýchlenie odľahčovania automobilov. Čína v roku 2020 plne implementovala emisné normy China VI. Podľa „Metódy hodnotenia a ukazovateľov spotreby paliva osobných automobilov“ a „Plánu úspory energie a technológií nových energetických vozidiel“ je normou spotreba paliva 5,0 l/km. Vzhľadom na obmedzený priestor pre podstatné prelomy v technológii motorov a znižovaní emisií môže prijatie opatrení na odľahčenie automobilových komponentov účinne znížiť emisie vozidiel a spotrebu paliva. Odľahčovanie vozidiel s novými energetickými technológiami sa stalo základnou cestou rozvoja tohto odvetvia.
V roku 2016 vydala Čínska spoločnosť automobilového inžinierstva „Plán úspory energie a technológií pre vozidlá s novými energetickými zdrojmi“, ktorý plánoval faktory ako spotreba energie, dojazd a výrobné materiály pre vozidlá s novými energetickými zdrojmi od roku 2020 do roku 2030. Ľahkosť bude kľúčovým smerom pre budúci vývoj vozidiel s novými energetickými zdrojmi. Ľahkosť môže zvýšiť dojazd a riešiť „obavy z dojazdu“ u vozidiel s novými energetickými zdrojmi. S rastúcim dopytom po predĺženom dojazde sa ľahká výroba automobilov stáva naliehavou a predaj vozidiel s novými energetickými zdrojmi v posledných rokoch výrazne vzrástol. Podľa požiadaviek bodovacieho systému a „Strednodobého až dlhodobého rozvojového plánu pre automobilový priemysel“ sa odhaduje, že do roku 2025 predaj vozidiel s novými energetickými zdrojmi v Číne presiahne 6 miliónov kusov, pričom zložená ročná miera rastu presiahne 38 %.
2. Charakteristiky a aplikácie hliníkových zliatin
2.1 Charakteristiky hliníkovej zliatiny
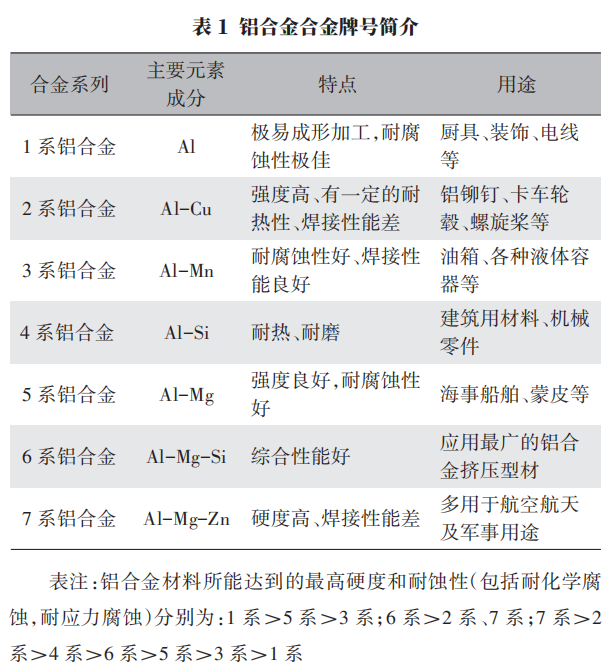
Hustota hliníka je tretinová v porovnaní s oceľou, vďaka čomu je ľahší. Má vyššiu špecifickú pevnosť, dobrú schopnosť extrúzie, silnú odolnosť proti korózii a vysokú recyklovateľnosť. Hliníkové zliatiny sa vyznačujú tým, že sú zložené prevažne z horčíka, vykazujú dobrú tepelnú odolnosť, dobré zváracie vlastnosti, dobrú únavovú pevnosť, nemožnosť spevnenia tepelným spracovaním a schopnosť zvýšiť pevnosť tvárnením za studena. Séria 6 sa vyznačuje tým, že je zložená prevažne z horčíka a kremíka, pričom Mg2Si je hlavnou spevňujúcou fázou. Najpoužívanejšie zliatiny v tejto kategórii sú 6063, 6061 a 6005A. Hliníkový plech 5052 je hliníkový plech zo zliatiny série AL-Mg, pričom horčík je hlavným legujúcim prvkom. Je to najpoužívanejšia antikorózna hliníková zliatina. Táto zliatina má vysokú pevnosť, vysokú únavovú pevnosť, dobrú plasticitu a odolnosť proti korózii, nedá sa spevniť tepelným spracovaním, má dobrú plasticitu pri polotuhom spevnení, nízku plasticitu pri spevnení za studena, dobrú odolnosť proti korózii a dobré zváracie vlastnosti. Používa sa hlavne na komponenty, ako sú bočné panely, kryty striech a dverové panely. Hliníková zliatina 6063 je tepelne spracovateľná spevňujúca zliatina radu AL-Mg-Si, ktorej hlavnými legujúcimi prvkami sú horčík a kremík. Ide o tepelne spracovateľný spevňujúci profil z hliníkovej zliatiny so strednou pevnosťou, ktorý sa používa hlavne v konštrukčných prvkoch, ako sú stĺpy a bočné panely, na prenášanie pevnosti. Úvod do tried hliníkových zliatin je uvedený v tabuľke 1.
2.2 Extrúzia je dôležitou metódou tvárnenia hliníkovej zliatiny
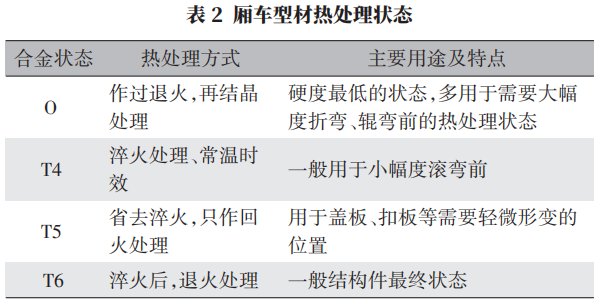
Extrúzia hliníkovej zliatiny je metóda tvárnenia za tepla a celý výrobný proces zahŕňa tvárnenie hliníkovej zliatiny pod trojcestným tlakovým napätím. Celý výrobný proces možno opísať takto: a. Hliník a iné zliatiny sa roztavia a odlia do požadovaných hliníkových zliatinových ingotov; b. Predhriate ingoty sa vložia do extrúzneho zariadenia na extrúziu. Pôsobením hlavného valca sa hliníkový ingot tvaruje do požadovaných profilov cez dutinu formy; c. Na zlepšenie mechanických vlastností hliníkových profilov sa počas alebo po extrúzii vykonáva rozpúšťanie, po ktorom nasleduje starnutie. Mechanické vlastnosti po starnutí sa líšia v závislosti od rôznych materiálov a režimov starnutia. Stav tepelného spracovania profilov skriňových nákladných vozidiel je uvedený v tabuľke 2.
Výrobky z extrudovaných hliníkových zliatin majú oproti iným metódam tvarovania niekoľko výhod:
a. Počas extrúzie získava extrudovaný kov v deformačnej zóne silnejšie a rovnomernejšie trojstranné tlakové napätie ako pri valcovaní a kovaní, takže môže plne využiť plasticitu spracovaného kovu. Môže sa použiť na spracovanie ťažko deformovateľných kovov, ktoré sa nedajú spracovať valcovaním alebo kovaním, a môže sa použiť na výrobu rôznych zložitých dutých alebo plných prierezových komponentov.
b. Pretože geometria hliníkových profilov sa môže meniť, ich komponenty majú vysokú tuhosť, čo môže zlepšiť tuhosť karosérie vozidla, znížiť jeho charakteristiky NVH a zlepšiť dynamické ovládanie vozidla.
c. Výrobky s účinnosťou extrúzie majú po kalení a starnutí výrazne vyššiu pozdĺžnu pevnosť (R, Raz) ako výrobky spracované inými metódami.
d. Povrch výrobkov po extrúzii má dobrú farbu a dobrú odolnosť proti korózii, čo eliminuje potrebu inej antikoróznej povrchovej úpravy.
e. Extrúzne spracovanie má veľkú flexibilitu, nízke náklady na nástroje a formy a nízke náklady na zmenu konštrukcie.
f. Vďaka ovládateľnosti prierezov hliníkových profilov je možné zvýšiť stupeň integrácie komponentov, znížiť počet komponentov a rôzne prevedenia prierezov umožňujú dosiahnuť presné polohovanie zvárania.
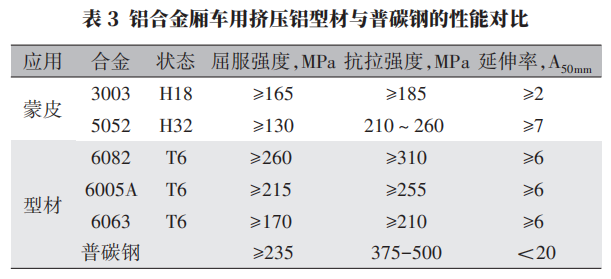
Porovnanie výkonu medzi extrudovanými hliníkovými profilmi pre skriňové nákladné vozidlá a profilmi z obyčajnej uhlíkovej ocele je uvedené v tabuľke 3.
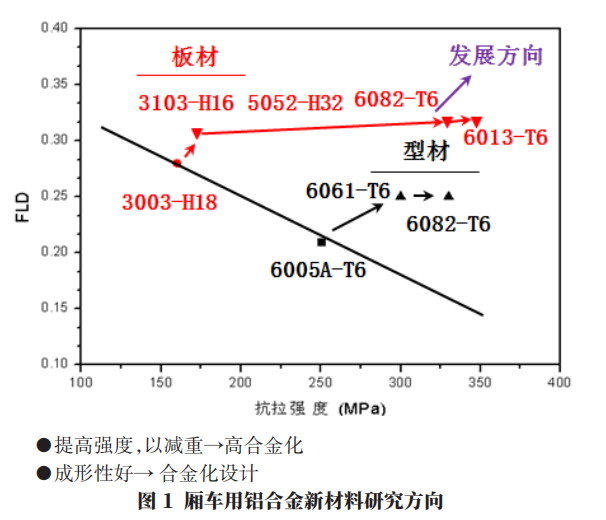
Ďalší smer vývoja profilov zo zliatin hliníka pre skriňové nákladné vozidlá: Ďalšie zlepšenie pevnosti profilu a zlepšenie extrúzneho výkonu. Smer výskumu nových materiálov pre profily zo zliatin hliníka pre skriňové nákladné vozidlá je znázornený na obrázku 1.
3. Konštrukcia, pevnostná analýza a overenie skriňového nákladného vozidla z hliníkovej zliatiny
3.1 Konštrukcia skriňového nákladného vozidla z hliníkovej zliatiny
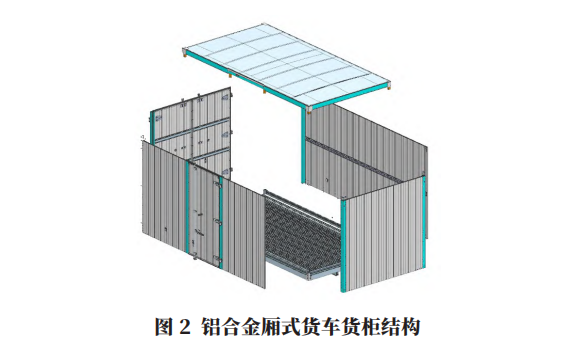
Kontajner skriňového nákladného vozidla pozostáva hlavne z predného panelu, ľavého a pravého bočného panelu, bočného panelu zadných dverí, podlahy, strechy, ako aj z U-skrutiek, bočných ochranných krytov, zadných ochranných krytov, zásteriek a ďalšieho príslušenstva pripojeného k podvozku druhej triedy. Priečne nosníky, stĺpiky, bočné nosníky a dverové panely skriňovej karosérie sú vyrobené z extrudovaných profilov zo zliatiny hliníka, zatiaľ čo podlahové a strešné panely sú vyrobené z plochých dosiek zo zliatiny hliníka 5052. Konštrukcia skriňového nákladného vozidla z hliníkovej zliatiny je znázornená na obrázku 2.
Pomocou procesu horúcej extrúzie je možné z hliníkovej zliatiny série 6 vytvárať zložité duté prierezy. Konštrukcia hliníkových profilov so zložitými prierezmi umožňuje ušetriť materiál, splniť požiadavky na pevnosť a tuhosť výrobku a splniť požiadavky na vzájomné spojenie medzi rôznymi komponentmi. Preto sú na obrázku 3 znázornené hlavné nosníky, momenty zotrvačnosti I a momenty odporu W.
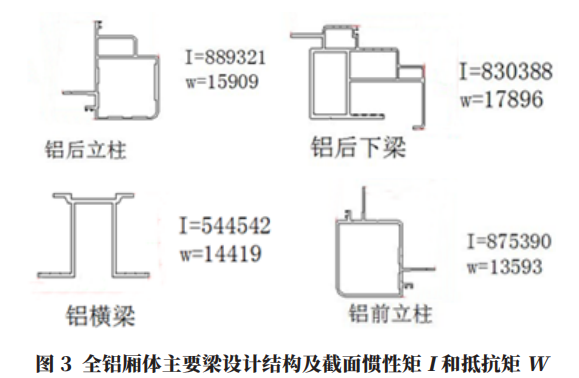
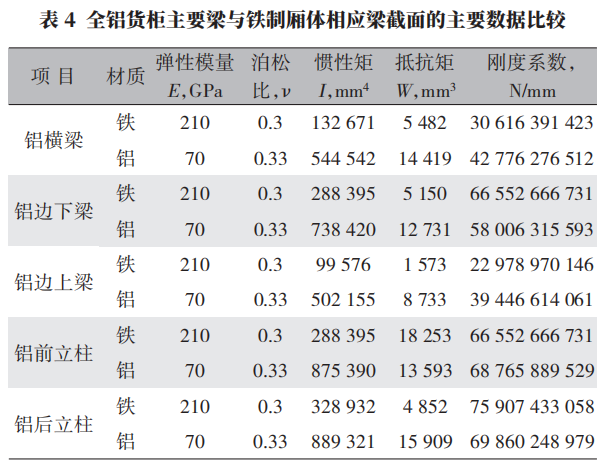
Porovnanie hlavných údajov v tabuľke 4 ukazuje, že prierezové momenty zotrvačnosti a momenty odporu navrhovaného hliníkového profilu sú lepšie ako zodpovedajúce údaje profilu liatiny. Údaje o koeficiente tuhosti sú približne rovnaké ako údaje zodpovedajúceho profilu liatiny a všetky spĺňajú požiadavky na deformáciu.
3.2 Výpočet maximálneho napätia
Ak ako objekt vezmeme kľúčový nosný prvok, priečny nosník, vypočíta sa maximálne napätie. Menovité zaťaženie je 1,5 t a priečny nosník je vyrobený z profilu z hliníkovej zliatiny 6063-T6 s mechanickými vlastnosťami uvedenými v tabuľke 5. Nosník je pre výpočet sily zjednodušene predstavený ako konzolová konštrukcia, ako je znázornené na obrázku 4.
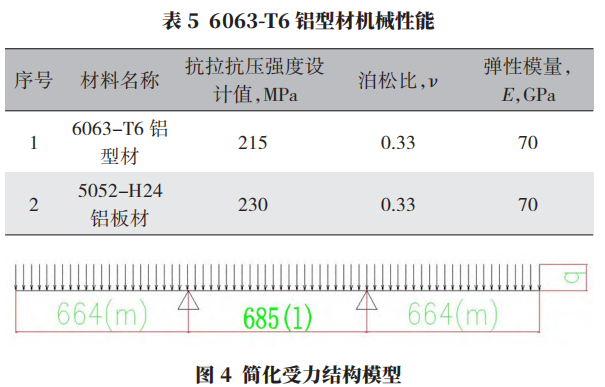
Pri nosníku s rozpätím 344 mm sa tlakové zaťaženie na nosník vypočíta ako F = 3757 N na základe 4,5 t, čo je trojnásobok štandardného statického zaťaženia. q = F / L
kde q je vnútorné napätie nosníka pod zaťažením, N/mm; F je zaťaženie znášané nosníkom, vypočítané na základe 3-násobku štandardného statického zaťaženia, ktoré je 4,5 t; L je dĺžka nosníka, mm.
Preto je vnútorné napätie q:

Vzorec na výpočet napätia je nasledovný:

Maximálny moment je:

Ak vezmeme do úvahy absolútnu hodnotu momentu M=274283 N·mm, maximálne napätie σ=M/(1,05×w)=18,78 MPa a maximálnu hodnotu napätia σ<215 MPa, čo spĺňa požiadavky.
3.3 Charakteristiky pripojenia rôznych komponentov
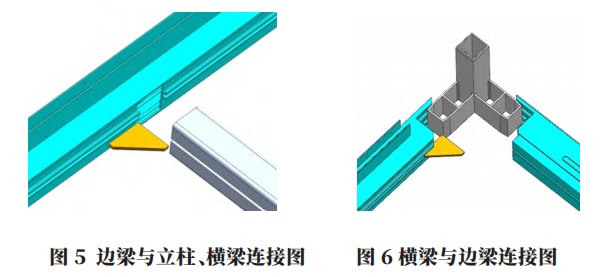
Hliníková zliatina má slabé zváracie vlastnosti a pevnosť jej zvarového bodu predstavuje iba 60 % pevnosti základného materiálu. V dôsledku pokrytia povrchu hliníkovej zliatiny vrstvou Al2O3 je bod topenia Al2O3 vysoký, zatiaľ čo bod topenia hliníka je nízky. Pri zváraní hliníkovej zliatiny sa musí Al2O3 na povrchu rýchlo rozrušiť, aby sa vykonalo zváranie. Zároveň zvyšky Al2O3 zostávajú v roztoku hliníkovej zliatiny, čo ovplyvňuje štruktúru hliníkovej zliatiny a znižuje pevnosť zvarového bodu hliníkovej zliatiny. Preto sa pri navrhovaní celohliníkovej nádoby tieto vlastnosti plne zohľadňujú. Zváranie je hlavnou metódou polohovania a hlavné nosné komponenty sú spojené skrutkami. Spoje, ako sú nitovanie a rybinové konštrukcie, sú znázornené na obrázkoch 5 a 6.
Hlavná konštrukcia celohliníkovej skriňovej karosérie využíva štruktúru s horizontálnymi nosníkmi, vertikálnymi stĺpikmi, bočnými nosníkmi a okrajovými nosníkmi, ktoré sú navzájom prepojené. Medzi každým horizontálnym nosníkom a vertikálnym stĺpikom sú štyri spojovacie body. Spojovacie body sú vybavené zúbkovanými tesneniami, ktoré zasahujú do zúbkovaného okraja horizontálneho nosníka a účinne zabraňujú šmýkaniu. Osem rohových bodov je spojených prevažne oceľovými vložkami, upevnenými skrutkami a samosvornými nitmi a vystuženými 5 mm trojuholníkovými hliníkovými doskami zvarenými vo vnútri skrine na spevnenie rohových polôh zvnútra. Vonkajší vzhľad skrine nemá žiadne zvary ani odkryté spojovacie body, čo zabezpečuje celkový vzhľad skrine.
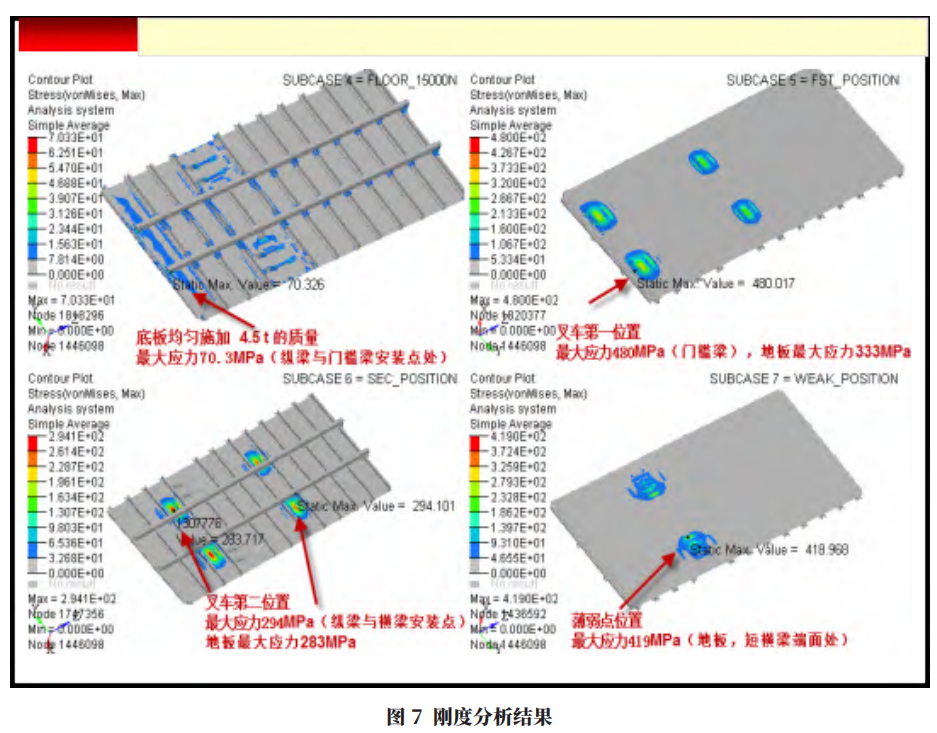
3.4 SE Synchrónna inžinierska technológia
Technológia synchrónneho inžinierstva SE sa používa na riešenie problémov spôsobených veľkými nahromadenými odchýlkami veľkosti zodpovedajúcich komponentov v skriňovom telese a ťažkosťami pri hľadaní príčin medzier a porúch rovinnosti. Prostredníctvom analýzy CAE (pozri obrázok 7-8) sa vykonáva porovnávacia analýza so skriňovými telesami vyrobenými zo železa, aby sa skontrolovala celková pevnosť a tuhosť skriňového telesa, identifikovali slabé miesta a prijali opatrenia na efektívnejšiu optimalizáciu a zlepšenie konštrukčnej schémy.
4. Účinok odľahčenia skriňového nákladného vozidla z hliníkovej zliatiny
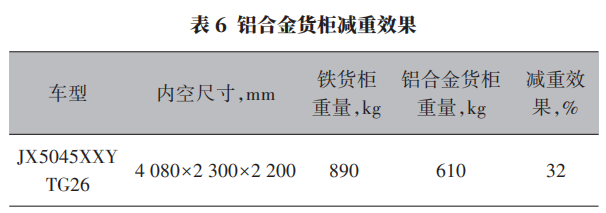
Okrem skriňovej karosérie sa hliníkové zliatiny môžu použiť ako náhrada ocele pre rôzne komponenty skriňových kontajnerov nákladných vozidiel, ako sú blatníky, zadné ochranné kryty, bočné ochranné kryty, západky dverí, pánty dverí a okraje zadného zásteru, čím sa dosiahne zníženie hmotnosti nákladného priestoru o 30 % až 40 %. Efekt zníženia hmotnosti prázdneho nákladného kontajnera s rozmermi 4080 mm × 2300 mm × 2200 mm je uvedený v tabuľke 6. Toto zásadne rieši problémy s nadmernou hmotnosťou, nedodržiavaním oznámení a regulačnými rizikami tradičných železných nákladných priestorov.
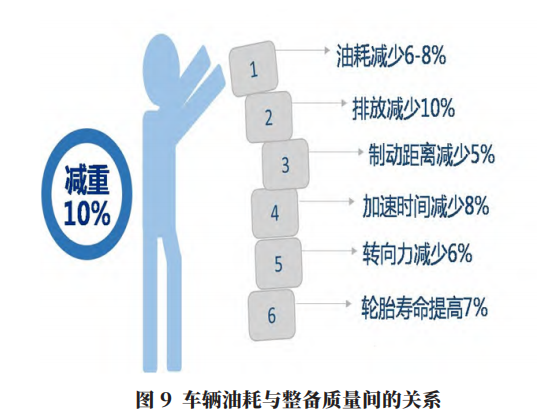
Nahradením tradičnej ocele hliníkovými zliatinami v automobilových komponentoch sa nielenže dajú dosiahnuť vynikajúce účinky odľahčenia, ale môže to tiež prispieť k úspore paliva, zníženiu emisií a zlepšeniu výkonu vozidla. V súčasnosti existujú rôzne názory na príspevok odľahčenia k úspore paliva. Výsledky výskumu Medzinárodného hliníkového inštitútu sú znázornené na obrázku 9. Každé 10 % zníženie hmotnosti vozidla môže znížiť spotrebu paliva o 6 % až 8 %. Na základe domácich štatistík môže zníženie hmotnosti každého osobného automobilu o 100 kg znížiť spotrebu paliva o 0,4 l/100 km. Príspevok odľahčenia k úspore paliva je založený na výsledkoch získaných z rôznych výskumných metód, takže existujú určité rozdiely. Odľahčenie automobilov však má významný vplyv na zníženie spotreby paliva.
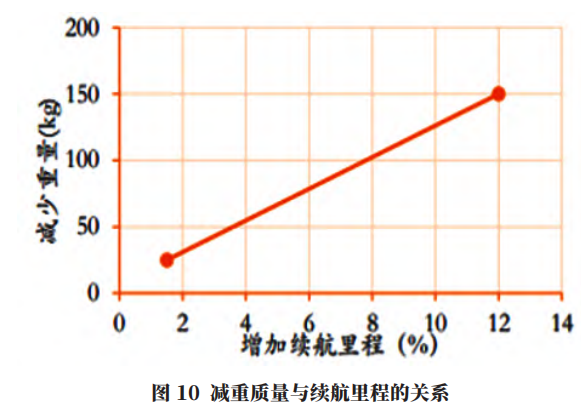
V prípade elektrických vozidiel je efekt odľahčenia ešte výraznejší. V súčasnosti sa jednotková energetická hustota batérií elektrických vozidiel výrazne líši od hustoty tradičných vozidiel na kvapalné palivo. Hmotnosť energetického systému (vrátane batérie) elektrických vozidiel často predstavuje 20 % až 30 % celkovej hmotnosti vozidla. Zároveň je prekonanie úzkeho hrdla batérií vo výkone celosvetovou výzvou. Predtým, ako dôjde k zásadnému prelomu v technológii vysokovýkonných batérií, je odľahčenie účinným spôsobom, ako zlepšiť dojazd elektrických vozidiel. Na každých 100 kg zníženia hmotnosti sa môže dojazd elektrických vozidiel zvýšiť o 6 % až 11 % (vzťah medzi znížením hmotnosti a dojazdom je znázornený na obrázku 10). V súčasnosti dojazd čisto elektrických vozidiel nemôže uspokojiť potreby väčšiny ľudí, ale zníženie hmotnosti o určité množstvo môže výrazne zlepšiť dojazd, zmierniť obavy z dojazdu a zlepšiť používateľskú skúsenosť.
5. Záver
Okrem celohliníkovej konštrukcie skriňových nákladných vozidiel z hliníkovej zliatiny, ktorá je predstavená v tomto článku, existujú rôzne typy skriňových nákladných vozidiel, ako sú hliníkové voštinové panely, hliníkové dosky s prackmi, hliníkové rámy + hliníkové plášte a hybridné nákladné kontajnery zo železa a hliníka. Majú výhody nízkej hmotnosti, vysokej špecifickej pevnosti a dobrej odolnosti proti korózii a nevyžadujú elektroforetický náter na ochranu proti korózii, čím sa znižuje vplyv elektroforetického náteru na životné prostredie. Skriňové nákladné vozidlo z hliníkovej zliatiny zásadne rieši problémy s nadmernou hmotnosťou, nedodržiavaním oznámení a regulačnými rizikami tradičných železných nákladných priestorov.
Extrúzia je základnou metódou spracovania hliníkových zliatin a hliníkové profily majú vynikajúce mechanické vlastnosti, takže tuhosť prierezu komponentov je relatívne vysoká. Vďaka variabilnému prierezu môžu hliníkové zliatiny dosiahnuť kombináciu viacerých funkcií komponentov, čo z nich robí dobrý materiál na odľahčenie automobilov. Rozšírené používanie hliníkových zliatin však čelí výzvam, ako sú nedostatočné konštrukčné možnosti pre nákladné priestory zo zliatin hliníka, problémy s tvarovaním a zváraním a vysoké náklady na vývoj a propagáciu nových produktov. Hlavným dôvodom je stále to, že hliníkové zliatiny sú drahšie ako oceľ, kým sa nerozvinie recyklačná ekológia hliníkových zliatin.
Záverom možno povedať, že rozsah použitia hliníkových zliatin v automobiloch sa rozšíri a ich využitie sa bude naďalej zvyšovať. V súčasných trendoch úspory energie, znižovania emisií a rozvoja priemyslu nových energetických vozidiel, s prehlbujúcim sa pochopením vlastností hliníkových zliatin a efektívnymi riešeniami problémov s ich používaním, sa hliníkové extrúzne materiály budú čoraz viac používať pri odľahčovaní automobilov.
Upravené May Jiang z MAT Aluminum
Čas uverejnenia: 12. januára 2024



